All
Case-examples
Career stories













We manufactured a drawing drum
26.1.2024
We built a drawing drum for our customer. The picture shows the fitting of the friction pads.

Simetek manufactured overflow troughs for a mine
29.12.2023
We built overflow troughs for a mine to capture the overflow from froth flotation. 🪨 Because the troughs must withstand abrasion, we chose to use chromium carbide. 💥
We improved its operational efficiency with a development project
27.12.2023
Undertaking a three-year development project, we used the Lean manufacturing model to improve the operations of our workshop. We redesigned the production space layout: machines were repositioned and the storage area and goods entrance moved to another location. We also purchased new equipment and updated our safety. Supported by the European Regional Development Fund (ERDF), Read more
Merry Christmas and happy holidays!
21.12.2023
We would like to thank our customers and partners for a great year, and we wish everyone a happy and peaceful holiday season! ✨✨✨
We manufactured chromium carbide pipes
15.12.2023
We built an order of pipes of extremely durable chromium carbide. This material is particularly resistant to abrasion compared to other materials. 💥
Read about our latest news in Savon Yritysuutiset
8.12.2023
Savon Yritysuutiset visited us for an interview. You can read the latest scoop on page 27 of the digital magazine.
Simetek manufactured products with Sanicro 28
1.12.2023
Known by the trade name Sanicro 28, this alloy is highly resistant to certain acids, even more so than stainless or acid-proof steel. Welders have to be more careful when heating the material for it to retain its special properties. As can be clearly seen in the pictures, our welders did an excellent job. 🧑🏻🏭👌🏻
Simetek manufactured a PD pump manifold
2.11.2023
Hard at work in the production hall! 👨🏭👨🏭 Here you can see the building of a positive displacement pump manifold designed to operate at 100 bar with a wall thickness of 30 millimetres.
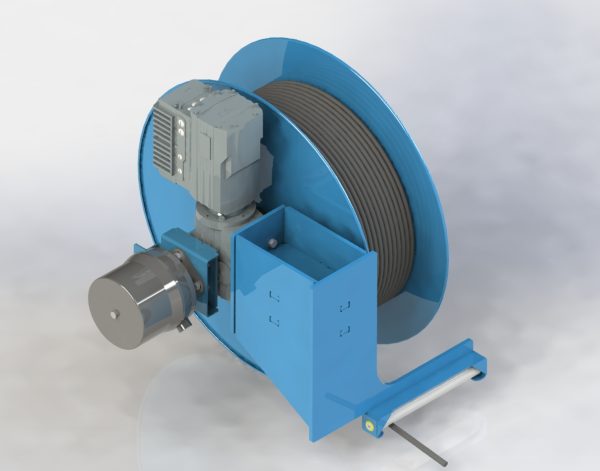
We developed an automatic cable reel
4.10.2023
SimeReel always keeps cable tension optimal Our SimeReel automatic cable reel can operate independently of automation systems. The device is controlled using the torque adjustment of the variable-frequency drive. In addition, the motor includes a pulse sensor that adjusts the torque according to the direction of winding, tightening the cable accordingly. SimeReel is an excellent Read more
Simetek at the PUU 2023 trade fair, 6–8 September 2023
21.6.2023
Dear partners, it is our pleasure to invite you to visit our booth, B-435, at the PUU 2023 trade fair in the Paviljonki exhibition centre in Jyväskylä in Finland on 6–8 September 2023. Simetek Works Oy
Simetek published its product website
8.6.2023
Over the spring, we created a comprehensive website for our products. 🎯 Come pay us a visit and place your order – we provide several industries with conveyors, steel structures, pipes, silos, tanks, and more, including products made from armour and wear-resistant steel plate. Check out our products!
We replaced part of the steel frame for the underground belt conveyor at Yara’s mine.
15.3.2023
Just over a year ago, we replaced the pulley drive equipment for the KA1160 conveyor taken into use in the 1970s at Yara’s Siilinjärvi mine. Now it was time to replace the conveyor frame of the underground section of conveyor. The KA1160 transports crushed stone from the gyratory crusher to a day silo, from where Read more
We manufactured a pylon advertising tower
2.3.2023
Our nimble workers erected a pylon advertising tower. 😊👨🏭 Watch the video below. 🎥